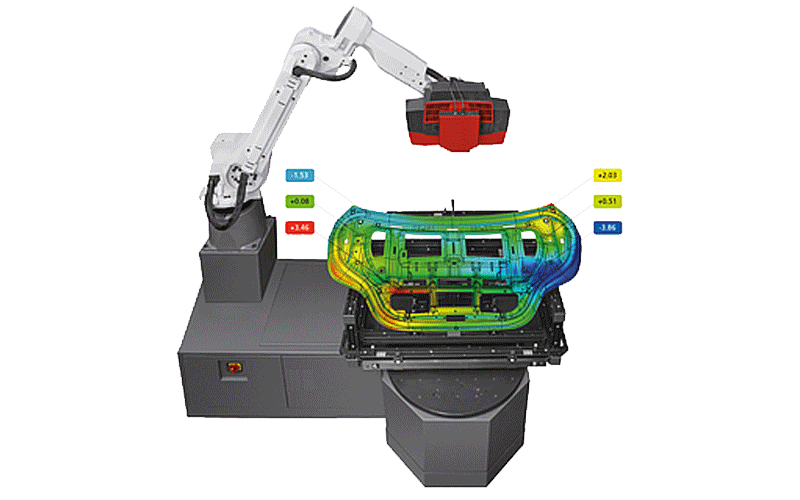
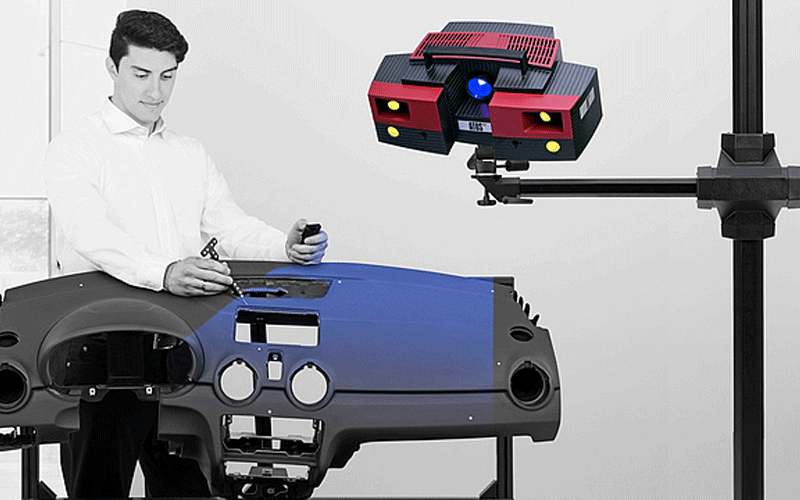
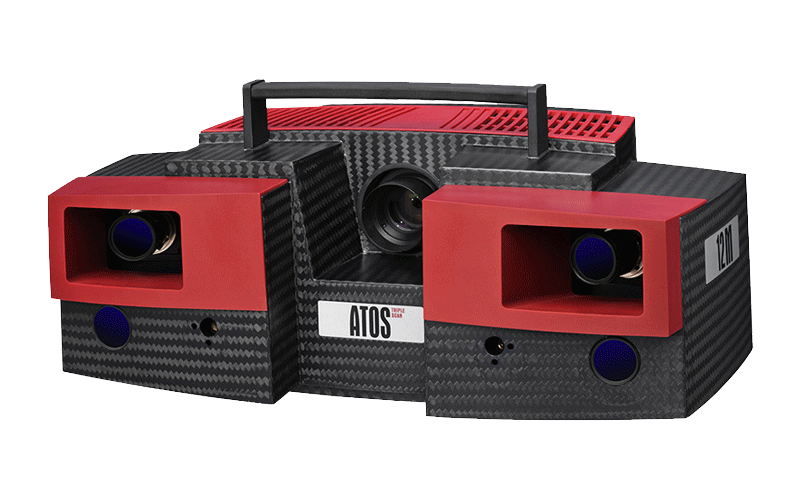
ATOS Triple Scan is a high resolution, optical digitizer that delivers rapid and precise three-dimensional measuring data for the optimization of design processes, thereby improving industrial production processes. ATOS sensors are used in many industries for the inspection of parts such as sheet metals, tools and dies, turbine blades, prototypes and injectionmolded and pressure die-cast parts.